通常,异型材用PVC原料以选用分子质量分布窄的为好,这样加工性能和制品性能都较均一,有利于控制加工条件和制品质量。低分子质量会降低产品热稳定性、老化性能、力学性能等;但高分子质量会使加工时不易均匀塑化,造成制品内在和外在质量的下降,严重时会出现颗粒或“鱼眼”。PVC树脂的塑化时间也是一项重要的选择指标。一般对于聚合度一定的PVC,其塑化时间越短越好。塑化时间长,热稳定剂用量需增加,润滑剂匹配难度加大,加工条件苛刻,制品质量难以控制,生产成本提高。
在生产PVC异型材白色门窗时,PVC老化性能也是一项特别重要的指标。其中白度作为一项指标,最低要求大于74%,但是,不等于说白度越高,加工后外观质量一定就好,这要求厂家选择原料时特别注意。同时,不同批次的PVC原料不可混用,以免引起异型材产生色差,影响质量。
1.2 热稳定剂
目前铅盐热稳定剂是国内PVC异型材应用最广的品种。三盐(TLS)热稳定性最好,二盐(DL)热稳定性不及三盐,但耐候性好于三盐,这两种盐合用时二盐用量约为三盐的50%。二盐基硬脂酸铅(DLS)和硬脂酸铅(PbSt2)的热稳定性稍差,但具润滑性,这两种盐常与三盐和二盐并用,用量为0.5~1.5份。铅盐最大的缺点是有毒,且易变色。
金属皂类热稳定剂的效果不及铅盐,但有润滑性。一般金属皂类热稳定剂不单独使用,常为不同金属皂并用或与铅盐及有机锡并用。依功能和机理将其分为主、辅两类。主金属皂以Cd、Zn为主,辅金属皂以Ba、Ca为主。主、辅配合使用,有协同效应。金属皂特点如下:
(1)ZnSt2:无毒透明,易引起“锌烧”,常与Ba、Ca皂并用。
(2)CdSt2:是重要的透明稳定剂品种,毒性大,不耐硫化污染,常与Ba皂并用。
(3)PbSt2:热稳定性好,可兼作润滑剂,易析出透明性差,有毒,硫化污染严重,常与Ba、Cd皂并用。
(4)CaSt2:加工性好,无硫化污染,无毒,常与Zn皂并用。
(5)BaSt2:抗硫化污染,透明,常与Ca、Pb皂并用。有机锡热稳定性超群,透明性好,大多无毒。但价格太高,且大多无润滑性,目前国内PVC异型材生产中很少采用。
稀土稳定剂是我国新近开发出的新型热稳定剂。稀土稳定剂可以是稀土的氧化物、氢氧化物及稀土有机弱酸盐等。其中以稀土氢氧化物效果最好,而在稀土有机酸中水杨酸稀土要好于硬脂酸稀土。稀土稳定剂热稳定性与有机锡相当,好于铅盐及金属皂类,是铅盐的3倍、Ba/Zn复合稳定剂的4倍。它具有无毒、性能高、透明性好、储存稳定、耐候性好等优点。稀土稳定剂无润滑作用,产品中一般加有润滑剂,这在使用时应特别注意。目前,国内生产的大多数稀土稳定剂出于对成本的考虑,一般在稀土稳定剂中加有铅稳定剂或金属钙、锌皂的配混有机复合物。
有机辅助稳定剂主要包括亚磷酸酯类、环氧化合物类、多元醇类、β-二酮类等,它们与主稳定剂并用,产生协同效应。在异型材配方中一般加入少量抗氧剂和抗紫外光助剂,不仅能增强热稳定效果,还能增强耐候等性能。
1.3 润滑剂
在配方中,一般应选择内、外润滑剂并用,润滑剂的用量随加工工艺不同而异。挤出内润滑剂用量一般为0.5~1.0份,外润滑剂用量为0.2~0.4份。PVC常用润滑剂品种有:液体石蜡、固体石蜡、微晶石蜡、高熔点石蜡、聚乙烯蜡、酯蜡、硬脂酸、硬脂酸皂盐、二硬脂酸镁、二盐基硬脂酸铅、脂肪酸酰胺、硬脂酸丁酯、单硬脂酸丁酯、硬脂醇及季戊四醇等。异型材配方中推荐选用聚乙烯蜡(相对分子质量5000~8000为宜)、OP蜡、硬脂酸及硬脂酸皂盐等。聚乙烯蜡应少于0.5份,金属皂类加入量可参考如下:PbSt2,0.2~1.0份;CaSt2,0.2~1.5份;ZnSt2,0.15份;BaSt2,0.2~1.0份;HSt,0.5份;OP蜡,0.1~0.3份。
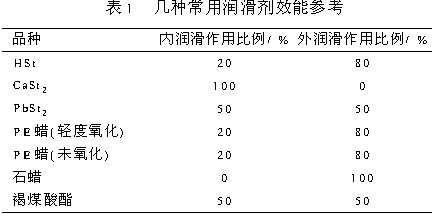
在不同温度下,内、外润滑剂的作用会发生变化。以HSt为例,加工温度低时,其与PVC相容性差,主要起外润滑作用;但温度升高,其与PVC相容性增强,内润滑作用增大。因此,异型材配方设计要根据工艺调整。表1列出了几种常用润滑剂的效能。
PVC挤出成型中加润滑剂的目的是降低体系的粘度,提高流动性及易于脱模。润滑剂一般以内润滑剂为主,主润滑剂一般以酯、蜡配合使用。稳定剂的润滑性大小如下:金属皂>液体复合金属皂类>铅盐>月桂酸锡>马来酸锡。国内稀土稳定剂中一般加有润滑剂。很多种复合稳定剂中已含有润滑剂。因此,对于热稳定剂有润滑作用的,在其配方中可相应减少润滑剂的用量。
加工助剂大都兼有外润滑功能,可相应减少润滑剂的加入量,但配方中CaCO3等的增加,应相应地增加内、外润滑剂的加入量。总之,内润滑剂的主要目的是控制塑化速度,降低PVC热分解;外润滑剂则是降低口模阻力,提高制品光泽度。因此,润滑剂用量要尽可能适量,如过量会造成塑化度难以控制、表面析出,影响制品的内在和外在质量。
1.4 冲击改性剂
CPE是高密度聚乙烯(HDPE)经氯化制得的无规氯化物。氯含量25%~40%的CPE与PVC半相容,其改性的PVC制品冲击强度相应提高,但加工流动性差;氯含量34%~37%的CPE的结晶度和玻璃化温度较低,具有良好的弹性及与PVC的相容性。因此,通常选用氯含量35%~36%的CPE作为PVC型材冲击改性剂。但是,CPE改性效率低,加工范围窄,生产中常不稳定,制品表面光泽差;离模膨胀及热缩率较高,CPE改性效果不及ACR,但CPE成本低,是国内目前异型材中应用最多的冲击改性剂。
ACR类冲击改性剂是丙烯酸酯类共聚物。ACR与PVC相容性好,可在室温和低温下大大提高硬质PVC的冲击性能,并可降低加工粘度,使制品有优良的光洁度、优良的热稳定性和良好的刚性。但国内生产的ACR产品质量差,成本高,而进口的ACR价格高,所以尽管ACR冲击改性剂的优点远高于CPE,但在国内的应用不及CPE。
1.5 加工改性剂
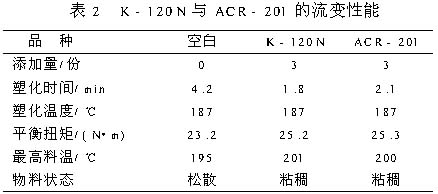
异型材改性剂常用ACR,它可以明显改善树脂的熔体流动性、热变形性及制品表面光泽等特性。常用的加工改性剂有ACR-201和ACR-401、K-120N及K-125。ACR-201是甲基丙烯酸甲酯与丙烯酸酯的接枝共聚物,是一种国产助剂,对硬质PVC有明显的促进塑化及改善流动性作用,与美国K-120N的加工性能接近(见表2)。
ACR由甲基丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯及苯乙烯4种单体共聚而成,属于核-壳共聚物。ACR-401基本上与ACR-201性能相似,但效果更好,可提高塑化效果20%,从而减少添加量,降低成本,产品性能与美国K-125相似。
1.6 钛百粉(TiO2)
在PVC异型材中,TiO2作为白色颜料和抗紫外光材料,其型号及用量对产品影响很大。锐钛型TiO2不抗紫外光,一般不应用于PVC异型材的生产。氯化法金红石型TiO2由于粒度小,比普通金红石型TiO2(硫酸法)更易分散,型材光泽更好,可提高制品的耐候性和外观质量。高稳定TiO2与低稳定TiO2耐候性相差明显;同时,只有当稳定金红石型TiO2用量达到4%~8%时,才会显著影响其色泽稳定性,制品才能长期保持耐候性。
1.7 CaCO3助剂
CaCO3作为一种填料,具有增量和增强作用,特别是经过表面处理的CaCO3可进一步增加填充量,不仅降低制品成本,而且能改进复合体系的加工性和物理机械性能。在异型材中CaCO3的用量为4~6份。
2 配方设计及优化
2.1 配方设计
PVC异型材的配方设计是一个复杂的工作,必须考虑到制品使用区域所应要求的各项性能指标,考虑加工设备、成型工艺、原料的性能、用量、配合及价格等因素。在配方设计时,原料的种类、生产厂家、批次及用量都会影响制品的性能。同时,成型设备及工艺的不同对配方影响很大,一种成型设备或工艺最优的配方对另一种成型设备或工艺根本不适用是完全可能的。
在配方设计时,首先考虑制品的质量要求,根据规律先确定成型设备及工艺,再确定原料配方,经优化配方和调整成型工艺,获得最优制品性能和最优效益。原料配方设计时,要注意原料性能匹配及可能的互补性,尽可能最大限度地发挥其间可能的协同作用,以最大限度降低成本和加工成型工艺的操作弹性,保证制品的性能。
在配方设计时,要考虑加工工艺变化时一些原料性能的变化,并及时作出调整,使成型时具有适宜的加工温度和流动性,制品性能满足市场需求。如PVC在加工温度上升或加工时间偏长时要保证不变色,需增加稳定剂的用量;选用稳定剂时,要从热稳定性能(包括在加工初期和加工中、后期的稳定作用)、毒性、价格等方面综合考虑。润滑剂用量要注意内、外润滑作用平衡;润滑剂之间的相互作用,如外润滑作用稍差的润滑剂与一种外润滑作用更强的润滑剂并用后,比单独使用一种外润滑剂时润滑作用都差,相容度较大的内润滑剂其内润滑作用亦较强,内润滑剂会加强外润滑剂的效果,内润滑剂的内润滑作用会增强外润滑效果;加入加工改性剂会使加工用润滑剂用量降低;部分稳定剂本身有润滑作用;其工艺条件会使润滑剂效能发生变化等。
同时,在设计配方时要注意互补性和助剂功能多样化。如二盐不及三盐热稳定性好,但二盐对紫外光有较强的吸收作用,而三盐则不具备,用二盐和三盐配合较好。又如,锐钛型和金红石型颜料TiO2都具有白色增强作用,但锐钛型不能抵抗紫外光,而金红石型则可以,故应选用金红石型TiO2作颜料。
2.2 配方优化
先根据要求用正交表设计出多种工艺配方进行流变性能研究,找出最优的几组配方及助剂对流变性能的影响因子。根据上述研究设计挤出机的加工温度(马鞍型变化,正交表),将挑选出的配方用于挤出异型材,分析异型材质量,优化温度设定。如差异(质量)仍不能在允许范围内,可微调配方,获得符合要求的值,指导工业生产。
2.3 配方评价
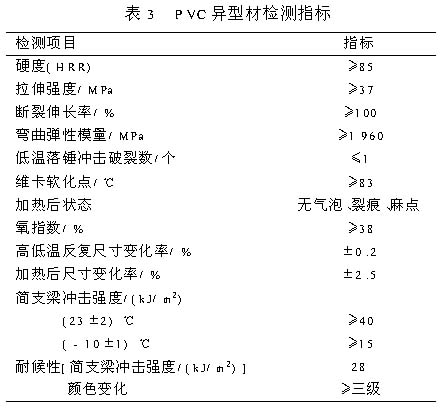
PVC异型材门窗的配方评价应以GB8814-1998标准为主要指标,其检测指标见表3。
异型材光老化性能可用白度法快速测定。
|
